


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Синтез схем ректификации для разделения смеси
этан-пропен-пропанБиблиотека / Оптимизация ректификации фракции этан-пропен-пропан в простых и сложных колоннах / Библиотека / Оптимизация ректификации фракции этан-пропен-пропан в простых и сложных колоннах / Синтез схем ректификации для разделения смеси
этан-пропен-пропан Синтез схем ректификации для разделения смеси
этан-пропен-пропанСтраница 2
Этан
 |
Пропен Пропан
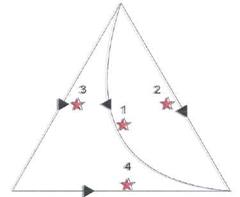
Рис. 9. Исходные составы питания концентрационного симплекса Состав 1 является эквимолярньм и находится в центре концентрационного симплекса,
составы 2 и 3 и 4 смещены к его граням (рис. 9). Отметим также, что состав 4 является
промышленным.
Мы также рассмотрели два различных набора значений по чистоте получаемых
продуктов. В первом случае концентрацию среднекипящего компонента задавали равной 95% мольн., во втором - 90%мольн., чистота остальных компонентов равна 99% для обоих вариантов.
В ходе расчетов для каждой технологической схемы нами были определены оптимальные положения тарелок питания, обеспечивающих минимальное энергопотребление в кубы колонн.
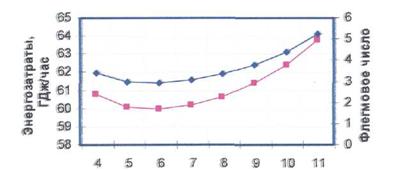 Для определения оптимальной тарелки питания в каждой колонне потребовалось проведение серии расчетов. В проектном варианте расчета в каждой колонне варьировали тарелку питания по высоте аппарата и сравнивали значения флегмового числа и тепловых нагрузок. В качестве примера на рис. 10 приведем зависимости энергозатрат на разделение и флегмового число от положения тарелки питания для первой схемы состава 1.
Для определения оптимальной тарелки питания в каждой колонне потребовалось проведение серии расчетов. В проектном варианте расчета в каждой колонне варьировали тарелку питания по высоте аппарата и сравнивали значения флегмового числа и тепловых нагрузок. В качестве примера на рис. 10 приведем зависимости энергозатрат на разделение и флегмового число от положения тарелки питания для первой схемы состава 1.
Тарелка питания
 |
а
 |
б
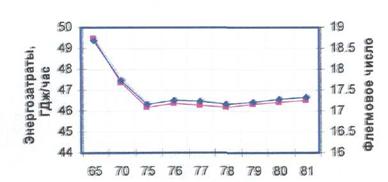
Рис. 10. Зависимость энергозатрат на разделение и флегмового числа от положения тарелки питания для схемы 1 состава 1. а - для колонны выделения этана, б - для колонны разделения пропена – пропана.
Отметим, что для других технологических схем зависимости энергозатрат и флегмового числа носят идентичный характер. Поэтому рассмотрим окончательные результаты расчетов, представленные в табл. 9
Таблица. 9. Результаты параметрической оптимизации технологических схем при чистоте пропена 95%
|
оптим. тар. |
Qкип., ГДж/час |
Q конд. ГДж/час |
Qсум кип., ГДж/час |
Qcyм конд., ГДж/час | |||
|
кол 1/ко л 2 |
кол 1 |
/ко л 2 |
кол 1 |
/ко л 2 | |||
|
Состав 1 | |||||||
|
схема 1 |
6/75 |
7,004 |
39,155 |
-6,8653 |
-39,098 |
46,167 |
-45,963 |
|
схема 2 |
81/17 |
51,94 |
10,28 |
-51,82 |
-10,16 |
62,21 |
-61,98 |
|
схема 3 |
31/40 |
328,41 |
-300,49 |
-28,143 |
328,41 |
-328,64 | |
|
схема 4 |
78/15 |
47,146 |
33,414 |
-79,981 |
80,56 |
-79,981 | |
|
Состав 2 | |||||||
|
схема 1 |
7/15 |
5,965 |
14,337 |
-5,413 |
-14,276 |
20,302 |
-19,689 |
|
схема 2 |
86/7 |
21,764 |
3,3177 |
-21,241 |
-3,2246 |
25,0817 |
-24,4656 |
|
схема 3 |
24/29 |
393,36 |
-419,03 |
-11,345 |
393,36 |
-430,37 | |
|
схема 4 |
85/17 |
25,966 |
0,27609 |
-25,65 |
26,243 |
-25,65 | |
|
Состав 3 | |||||||
|
схема 1 |
5/66 |
6,6171 |
40,975 |
-6,4001 |
-40,934 |
47,592 |
-47,334 |
|
схема 2 |
84/5 |
77,54 |
5,02 |
-77,47 |
-4,84 |
82,56 |
-82,31 |
|
схема 3 |
25/38 |
415,2 |
-405,2 |
-8,3288 |
415,2 |
-413,53 | |
|
схема 4 |
70/20 |
57,097 |
1,0929 |
-57,947 |
58,19 |
-57,947 | |
|
Состав 4 | |||||||
|
схема 1 |
10/77 |
5,2894 |
57,845 |
-5,2917 |
-57,721 |
63 ,135 |
-63,0127 |
|
схема 2 |
80/10 |
380,01 |
0,41624 |
-379,91 |
-0,41622 |
380,43 |
-380,33 |
|
схема 3 |
20/56 |
254,9 |
-44,025 |
-210,78 |
254,9 |
-254,81 | |
|
схема 4 |
80/20 |
60,955 |
4,00 |
-64,815 |
64,955 |
-64,815 | |
Смотрите также
Серебро: свойства и сферы применения
Серебро,
по латыни Argentum, Ag. Самородное серебро было известно в глубокой древности
(4-е тыс. до н. э.) в Египте, Персии, Китае. Это химический элемент I группы
периодической системы Мен ...
Химия в сельском хозяйстве
Химизация — это одно из направлений научно-технического
прогресса, основанное на широком применении химических веществ, процессов и
методов в различных отраслях, например в сельском хозяй ...