


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Сравнение результатов оптимизации
схем.Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Сравнение результатов оптимизации
схем. Сравнение результатов оптимизации
схем.Страница 2
Сравнение энергопотребления схем для исследуемого состава питания показывает, что максимальная разница между структурами достигает 46%. Это говорит о значительной экономии при выборе оптимального технологического решения.
Профили температур, а также расходов жидкости и пара экстрактивной колонны для оптимальных технологических схем разделения смеси циклогексан – бензол – этилбензол состава питания 10-80-10%мол. представлены на рис.32.
Далее проанализируем данные, полученные в результате параметрической оптимизации схем класса Ф, содержащие сложные колонны с боковыми секциями Структуры исследуемых технологических схем были представлены на рис.21, а результаты параметрической оптимизации в табл22.
Видно, что для класса схем Ф значение оптимальных параметров (температура экстрактивного агента, расход ЭА, уровни ввода ЭА и питания в экстрактивную колонну) близки к соответствующим значениям, полученным для схем класса П. Это говорит о возможности использования совокупности оптимальных данных для одного класса техно-логических схем в качестве начальных приближений при проектировании и оптимизации схем другого класса. Это в свою очередь приводит к сокращению затрат времени на пред-проектную проработку и ускоренному созданию энергосберегающих структур. Схема 2
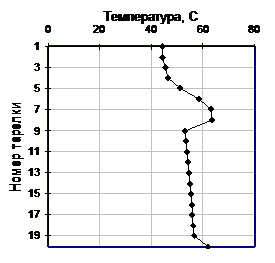
Схема 1
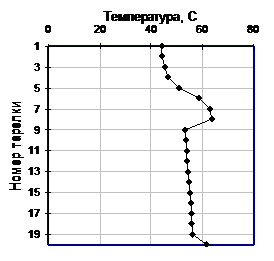
Схема 2
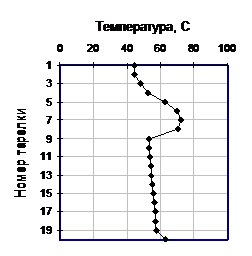
Схема 3
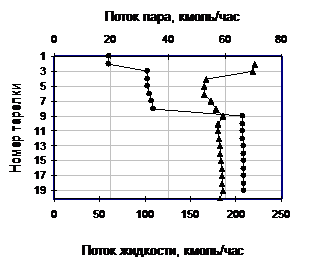
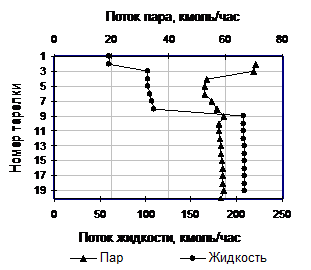
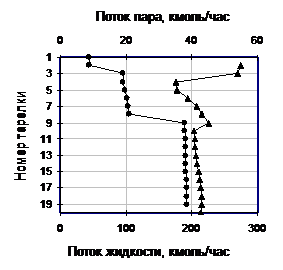
Рис.32 Профили температуры и потоков жидкости и пара экстрактивной колонны для состава исходного питания ЦГ – Б – ЭБ = 10 – 80 – 10% мол.
Таблица 22. Оптимальные параметры схем разделения смеси циклогексан – бензол – этилбензол, содержащих колонны с боковыми секциями. ЭА – анилин
|
Параметр Схема |
ТЭА, °С |
F: ЭА |
NF1 |
NF 2 |
NF3 |
БО кмоль/ч |
QΣ, ГДж/ч |
|
Состав ЦГ–Б–ЭБ,% мол. = 80-10-10 | |||||||
|
Схема 1-1 |
100 |
1: 0,6 |
3/9/22 |
– |
7 |
99 |
6,10 |
|
Схема 1-2 |
100 |
1: 0,6 |
3/9 |
8/17 |
– |
9 |
6,14 |
|
Схема 1-3 |
100 |
1: 0,6 |
3/11/26/34 |
– |
– |
90/15 |
5,75 |
|
Схема 2-1 |
100 |
1: 0,5 |
3/12 |
3/9 |
– |
15 |
6,47 |
|
Схема 3-1 |
100 |
1: 0,6 |
15 |
5/12/23 |
– |
85 |
8,02 |
Видно, что для класса схем Ф значение оптимальных параметров (температура экстрактивного агента, расход ЭА, уровни ввода ЭА и питания в экстрактивную колонну) близки к соответствующим значениям, полученным для схем класса П. Это говорит о возможности использования совокупности оптимальных данных для одного класса технологических схем в качестве начальных приближений при проектировании и оптимизации схем другого класса. Это в свою очередь приводит к сокращению затрат времени на предпроектную проработку и ускоренному созданию энергосберегающих структур.
Смотрите также
Выводы
Методом линейной
циклической вольтамперометрии исследовано совместное восстановление ионов
гадолиния и алюминия в хлоридных и хлоридно-фторидных расплавах на серебряном и
платиновом электродах.
...
Методика проведения потенциометрического титрования.
Рассмотрим процесс
потенциометрического титрования сильной кислоты раствором сильной щелочи. ...
Концентрация растворов.
Цель работы - приобретение
навыков приготовления растворов различной концентрации из сухой соли или более
концентрированного раствора.
Приведем
несколько примеров расчета по теме "Концент ...