


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Сравнение результатов оптимизации
схем.Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Сравнение результатов оптимизации
схем. Сравнение результатов оптимизации
схем.Страница 1
В ходе работы была проведена параметрическая оптимизация технологических схем экстрактивной ректификации смеси циклогексан – бензол – этилбензол, принадлежащих различным классам структур: класс П – схемы, состоящие из двухотборных колонн (схемы–прообразы), класс Ф – схемы, содержащие сложные колонны с боковыми секциями (схемы–образы). В результате были найдены параметры (температура, расход, уровень ввода экстрактивного агента, положение тарелок питания всех колонн схемы, уровень и количество бокового отбора), обеспечивающие минимальные энергозатраты на разделение. Выше подробно были описаны все необходимые этапы оптимизационной процедуры для одной их схем каждого класса. Для остальных схем разделения мы провели подобную оптимизацию, включающую те же этапы.
Для смеси циклогексан – бензол – этилбензол нами был рассмотрен состав питания,%мол.: 10-80-10.
Обратимся к результатам оптимизации технологических схем. В табл.20 представлена совокупность параметров схем класса П (рис.31), обеспечивающих минимальные энергозатраты.
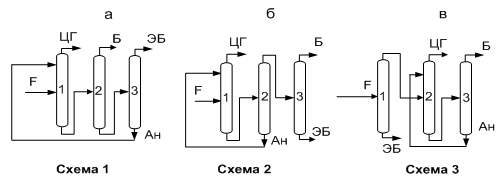
Рис.31. Технологические схемы класса П для разделения смеси циклогексан – бензол – этилбензол экстрактивной ректификацией, разделяющий агент – анилин
Для всех исследуемых структур температура подачи разделяющего агента достаточно высока, она превышает температуру кипения верхнего продукта, однако при этом анилин остается в жидкой фазе для обеспечения нисходящего потока экстрагента. Расход анилина варьируется от 0,6 до 0,7 на единицу потока исходного питания, это достаточно невысокие значения. Оптимизация этого параметра с учетом энергопотребления колонны регенерации позволяет существенно снизить энергозатраты.
Более подробные результаты, включающие энергопотребление каждой колонны технологических схем класса П представлены в табл.21.
Таблица 20. Оптимальные параметры схем разделения смеси циклогексан – бензол – этилбензол, состоящих из двухотборных колонн. ЭА – анилин
|
Параметр Схема |
ТЭА, °С |
F: ЭА |
NF1 |
NF 2 |
NF3 |
QΣ, ГДж/ч |
|
Состав ЦГ–Б–ЭБ,% мол. = 10-80-10 | ||||||
|
Схема 1 |
100 |
1: 0,6 |
3/9 |
8 |
9 |
6,53 |
|
Схема 2 |
100 |
1: 0,6 |
3/9 |
11 |
18 |
9,52 |
|
Схема 3 |
90 |
1: 0,7 |
15 |
3/9 |
10 |
8,78 |
Таблица 21. Энергопотребление (ГДж/ч) и флегмовые числа колонн в схемах класса П
|
R |
Qконд |
Qкип | |||||||||
|
К1 |
К2 |
К3 |
К1 |
К2 |
К3 |
QΣ |
К1 |
К2 |
К3 |
QΣ | |
|
Состав ЦГ–Б–ЭБ,% мол. = 10-80-10 | |||||||||||
|
Схема 1 |
5,79 |
0,63 |
1,98 |
2,23 |
2,99 |
0,75 |
5,97 |
2,06 |
3,60 |
0,87 |
6,53 |
|
Схема 2 |
5,79 |
0,10 |
0, 19 |
2,23 |
3,39 |
3,33 |
8,95 |
2,06 |
4,09 |
3,37 |
9,52 |
|
Схема 3 |
0,22 |
2,35 |
0,04 |
3,58 |
1,74 |
2,80 |
8,12 |
3,64 |
1,51 |
3,63 |
8,78 |
Смотрите также
Химическое и адсорбционное
равновесие.
Цель работы - изучение
влияния различных факторов на химическое равновесие, изучение зависимости
величины адсорбции от равновесной концентрации адсорбата.
Понятие
"химическое равновесие&q ...
Амины
По
систематической номенклатуре амины называют путем добавления приставки амин к
названию углеводорода. По рациоальной номенклатуре их рассматривают как алкил
или ариламины.
Гетероциклич ...