


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Заключение, основные выводы и результатыБиблиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Библиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Заключение, основные выводы и результаты Заключение, основные выводы и результатыСтраница 3
оптимизированы параметры процесса формования и параметры оборудования, выработаны соответствующие рекомендации;
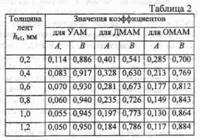
установлено, что при экструзии заготовок из активных масс с твердыми деполяризаторами либо стержневых и полых электродов цилиндрических источников тока угол конусности матриц должен составлять 35 .40 град., а истинная деформация для прямого прессования - 2,75 .3,15. Comy какой радиотелефон выбрать kak-eto-sdelano.ru.
Сформулированы принципы синтеза установок формования ленточных электродов, в основе которых лежит положения о том, что: 1) разработка и оптимизация процесса формования должна проводиться совместно с разработкой и оптимизацией параметров формующих устройств; 2) должны в полной мере выявляться связи параметров оборудования и эксплуатационных характеристик электродов, а математические модели включать как параметры процесса формования, так и параметры оборудования; 3) устройства должны обеспечивать непрерывное формование, высокую производительность при автоматическом или полуавтоматическом режиме работы, быть универсальными и обеспечивать за счет перенастройки и заложенных широких диапазонов регулирования оптимальные эксплуатационные характеристики электродов всей выпускаемой номенклатуры. Экспериментально установлены:
технологические характеристики гранулированных активных масс: углы естественного откоса, ширина сводообразующего отверстия, скорость пропитки гранул и высоты поднятия пропитывающей жидкости и др.;
зависимости эксплуатационных характеристик электродов от параметров установок (геометрических параметров, скоростных и температурных режимов, давлений и обжатий и т.д.).
Доказано, что предложенное устройство принудительной подачи повышает плотность электродов на основе твердых деполяризаторов и, соответственно, их удельную емкость, в 1,5 .1,8 раза, без использования дополнительных проходов, а также снимает ограничение по скорости формования лент (критерий (о/Р), т.е. позволяет повысить производительность установок.
Предложены новые композиции для нанесения антиадгезионных покрытий для рабочих органов оборудования на основе лаков ЛФС-2 и ПАК-1М, смолы ВУПФС-35А, суспензий Ф4Д и Ф4МД и порошков А12Оз, SiC (аэросил), MgO, ZrOb MgOZrCb, Тг, разработаны технологии их нанесения. Покрытия обладают высокой долговечностью и снижают потери активной массы в процессе формования электродов.
Разработаны новые устройства подачи активных масс и формования электродных лент, обеспечивающие непрерывный процесс формования и высокое качество электродов и позволившие сократить потери активной массы на 15 .25% в зависимости от ширины электродов (15±1% - при ширине 100 мм и 25±2% - при ширине 40 мм), увеличить производительность в 10 .12 раз, улучшить экологические показатели производства за счет отделения рабочих зон от атмосферы цеха, исключения пыления активных масс, снижения уносов пропитывающей жидкости в атмосферу, снижения физических нагрузок персонала. Новизна устройства защищена авторскими свидетельствами и патентами.
Разработанные модели, технологии и макетные образцы оборудования апробированы в условиях опытного производства ВНИИТ и НПО «Квант» г. Москва, НИИХИТ и ОАО «Литий-элемент» г. Саратов, ОКТБ «Орион» г. Новочеркасск и дали положительные результаты, технические и технологические решения и опыт эксплуатации оборудования использован при составлении технического задания для ОАО «Источники тока» г. Смоленск на разработку и изготовление серийного оборудования для формования электродов.

Смотрите также
Выводы
В
результате проделанной работы решена задача разделения промышленной смеси
продуктов синтеза хлорбензола. В качестве модели наиболее адекватно описывающей
парожидкостное равновесие смеси была выбр ...
Радиохимический метод анализа в пищевой промышлености
...
Пластические массы
Термин
"пластические массы" появился в конце XIX в. Первые промышленные материалы
были изготовлены на основе нитроцеллюлозы (1862-65) и казеина (1897). Развитие
современных реакто ...