


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Литье с неполным впрыском полимераУчим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Учим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Литье с неполным впрыском полимера Литье с неполным впрыском полимера
При литье с неполным впрыском (рис. 9) в пресс-форму подается расплав полимера, но после заполнения изделия на 50-60% для визуально-толстостенных и 90-95% для крупногабаритных деталей [56] впрыск полимера прекращается, и в полость формы подается газ. В крупногабаритных изделиях газ подается в так называемые газовые каналы - утолщения, предусмотренные в конструкции изделия. Газ вытесняет расплав полимера из горячих внутренних областей полости в незаполненные участки, обеспечивает полное оформление изделия.
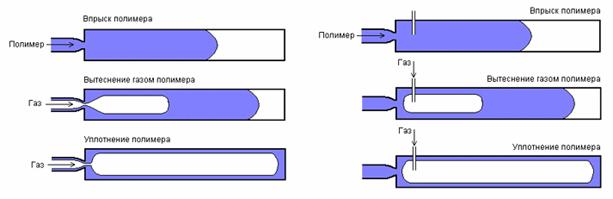
Рис. 9. Схема процесса литья с газом при неполном впрыске полимера: слева - газ подается через литниковую систему, справа - газ подается прямо в изделие [57]
К моменту подачи газа на поверхности отливки формируется корка из застывшего полимера, которая препятствует выходу газа наружу. Толщина корки определяется несколькими факторами, важнейшим из которых является "время задержки" – промежуток времени между моментом остановки впрыска полимера и началом подачи газа.
Одной из проблем в данном процессе является след на изделии на линии остановки полимера [51, 52], который иногда можно устранить изменением технологического режима.
Смотрите также
Процессы ассоциации и связывания противоионов
...
Применение органических реагентов в аналитической химии
Органические
вещества широко применяются в аналитической химии вообще и в фармацевтическом
анализе, в частности. Ещё с начала нашей эры было известно, что настой
чернильных дубильных орешко ...
Процесс компаундирования нефтепродуктов
Промышленное
производство
нефтепродуктов состоит из следующих основных этапов: первичная, вторичная
переработка нефти и процессы смешения (компаундирования).
Первичная
переработка
(пря ...