


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Влияние неравномерного уплотнения на короблениеУчим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Учим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Влияние неравномерного уплотнения на коробление Влияние неравномерного уплотнения на коробление
Неравномерное распределение объемной усадки по изделию – одна из основных причин коробления. Коробление изделий из аморфных материалов (ПС, УПС, АБС, САН, ПММА, ПК, ПФО и т.д.), имеющих малую усадку, существенно меньше коробления из ненаполненных кристаллизующихся материалов (ПЭ, ПП, ПА 6, ПА 66, ПА 610, ПБТ и т.д.). При повышении жесткости изделия за счет увеличения основной толщины, введения ребер, использования материала с большим модулем упругости, коробление уменьшается.
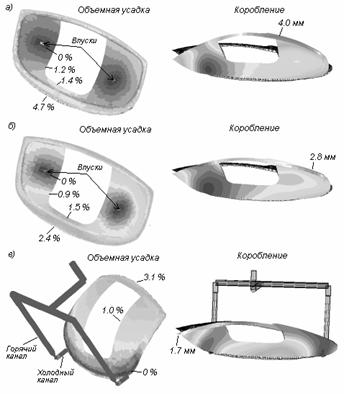
Рис. 8. Объемная усадка и коробление для изделия «Светофильтр» (расчет в MPI/Flow, MPI/Warp): а) изделие с утолщением по периметру, горячеканальная литниковая система, б) изделие без утолщения, горячеканальная литниковая система, в) изделие с утолщением по периметру, горяче-холодноканальная литниковая система. Цифрами показаны значения объемной усадки и максимального коробления. Величины деформаций модели при изображении коробления увеличены в 8 раз.
Рассмотрим влияние неравномерного уплотнения на коробление на примере изделия «Светофильтр автомобильной фары», получаемого двухцветным литьем из поликарбоната. В компьютерном анализе моделировался процесс литья только одной части изделия с использованием материала одного цвета. Изделие имело основную толщину 2.5 мм и утолщение по периметру до 4-5 мм. Расчет показал: если впуск полимера производится в центральную часть изделия (рис. 8а), то при давлении выдержки 40 МПа высокая объемная усадка в области утолщения приводит к большому короблению (4.0 мм). Применение более высокого давления выдержки в данном случае невозможно, т.к. при повышении давления в центральной части изделия возникает переуплотнение.
На рис. 8б представлены результаты расчета для изделия без утолщения. В этом случае уплотнение изделия улучшается, величина коробления уменьшается до 2.8 мм.
Для конструкции с утолщением наименьшее коробление (1.7 мм) получается при впуске в утолщение (рис. 8в). Такой впуск обеспечивается литниковой системой, содержащей горячеканальную и холодноканальную части. Реализация данного технического решения (изготовление пресс-форма и литье выполнялось в ОАО «Автосвет, г. Киржач) позволило получить изделие высокого качество.
Смотрите также
Реакции замещения гидроксильной группы
...
Химические реакции и системы
Химия – наука о веществах и их
превращениях друг в друга.
Вещество – вид материи,
имеющий определенный состав (природу и число составляющих его частиц), строение
(пространственное распол ...