


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Технологические параметры процесса уплотненияУчим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Учим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Технологические параметры процесса уплотнения Технологические параметры процесса уплотнения
Для управления подпиткой в материальном цилиндре перед шнеком должна оставаться достаточная «подушка» полимера (обычно 3-6 мм после окончания уплотнения).
Необходимо различать параметры процесса, задаваемые в системе управления литьевой машины, и параметры, реализуемые в конкретной пресс-форме. Какое бы большое время выдержки под давлением не было задано, после застывания впускного литника подача расплава полимера в литьевую полость прекращается. Однако процесс течения в незастывших внутренних слоях полимера может продолжаться за счет перераспределения давления внутри гнезда пресс-формы.
В реальном процессе время выдержки под давлением часто оценивают по весу изделия: время, при котором вес изделия перестает меняться, принимается за время выдержки. Аналогичную оценку можно проводить и в компьютерном анализе. На рис. 4 приведена зависимость веса отливки от времени для расчета (табл. 2). При проведении компьютерного анализа оценка времени выдержки под давлением обычно выполняется по рассчитываемому времени охлаждения впускного литника.
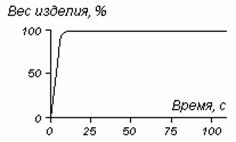
Рис. 4. Зависимость веса отливки (в % от максимального) от времени
Если давление выдержки оказывается равным максимальному давлению при впрыске, в начале процесса уплотнения наблюдается скачок давления в изделии. Для устранения этого скачка часто рекомендуется проводить «сброс давления» и задавать в качестве давления выдержки 80% от максимального давления при впрыске. Однако расчеты показывают, что оптимальное давление выдержки, определенное на основе оценки объемной усадки, в общем, не связано с максимальным давлением при впрыске и зависит от особенностей конструкции изделия и литниковой системы и вязкости материала.
Повышение давления выдержки до определенного уровня способствует улучшению уплотнения изделия. Одним из факторов, ограничивающих давление выдержки, является величина распорного усилия, развиваемого в полости формы. Распорное усилие должно быть меньше усилия замыкания термопластавтомата (необходимо предусмотреть запас 20-30%). Типовые конструкции форм обычно рассчитаны на давление в литьевой полости, не превышающее 80-100 МПа. При использовании большего давления выдержки необходимо повысить жесткость конструкции пресс-формы, например, за счет увеличения толщины плит, применения дополнительных опорных колонок и др. Слишком высокое давление выдержки приводит к переуплотнению полимера, что ведет к залипанию изделия в форме, повышению уровня остаточных напряжений, растрескиванию (для хрупких материалов).
Смотрите также
Общие свойства молекулярных орбиталей
Общие
свойства МО хюккелевских УВ:
Альтернантность.
Теорема парности.
Свойства
корней векового детерминанта.
Матрица
коэффициентов (составы МО).
Свойства
коэффициентов.
П ...