


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Характеристика формующей оснастки. Холодноканальные формыБиблиотека / Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением / Библиотека / Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением / Характеристика формующей оснастки. Холодноканальные формы Характеристика формующей оснастки. Холодноканальные формы
Этот тип форм наиболее распространен в литье под давлением. До 90% изделий, получаемых на ЛМ, приходится на холодноканальную технологию. Достоинства подобных литьевых форм: сравнительно невысокая стоимость, простота изготовления и обслуживания, сравнительно невысокая стоимость ремонтно-восстановительных операций и универсальность по виду перерабатываемых полимеров.
Принципиальное устройство холодноканальной формы показано на рис.7.
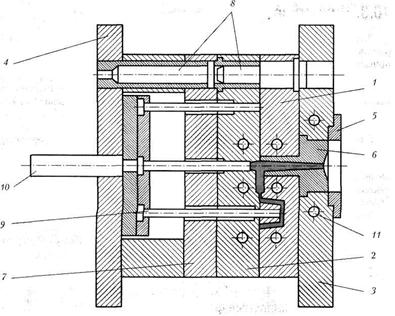
Рис. 7. Схема устройства холодноканальной литьевой формы
Формообразующими деталями являются матрица 1, пуансон 2 и литниковая втулка 6, выталкиватели 9 и 10. Все эти детали в той или иной мере соприкасаются с расплавленным полимером, участвуют в оформлении отливки и являются технологическими, то есть непосредственно участвующими в технологии процесса.
Конструктивные детали, то есть такие, которые обеспечивают взаимодействие элементов литьевой формы, ее прикрепление к ползуну и стойке узла смыкания, терморегулирование формы и др., - это центрующая шайба 5, плиты 3 и 4, пластина 7 и направляющие колонки 8 с втулками. В матрице и пуансоне выполнены цилиндрические каналы 11 для охлаждающей жидкости.
Вентиляционные каналы соединяют оформляющую полость с атмосферой. Они служат для удаления воздуха и летучих веществ из объема, заполненного расплавом. Максимальная глубина каналов определяется материалом изделия и составляет от 0,04 до 0,06 мм. Число каналов выбирается конструктивно. Нередко, особенно в случае тонкостенных изделий, газообразные вещества из формующей камеры удаляются через зазоры в сопрягаемых элементах формы.
При работе плита 3 прикрепляется болтами к передней стойке ЛМ и штифуется, а плита 4 таким же способом прикрепляется к ползуну. Поэтому матричная часть формы неподвижна, а пуансонная (2, 4, 7,9, 10) перемещается возвратно-поступательно, открывая (размыкая) и запирая (смыкая) форму. При отходе пуансона влево шток 10 упирается в неподвижную заднюю стойку ЛМ (рис.7), вследствие чего узел выталкивателя смещается относительно пуансона 2, его штоки 9 упираются в изделие и литник и выбрасывают их из формы.
Смотрите также
Пятая побочная подгруппа Периодической системы элементов Д.И. Менделеева
...
Получение медноаммиачного волокна (целлюлозы) химическим методом
Среди
различных видов искусственного волокна, которые изготовляются из целлюлозы,
медноаммиачное волокно занимает особое место. Этот вид искусственного волокна
впервые был по лучен давно: е ...
Синтез Na2O2 (пероксида натрия)
В
повседневной жизни пероксиды очень важны для человека. Пероксид водорода, например,
широко используется для отбеливания тканей и шерсти, соломы, перьев. Разлагая
красящие вещества (пигмен ...